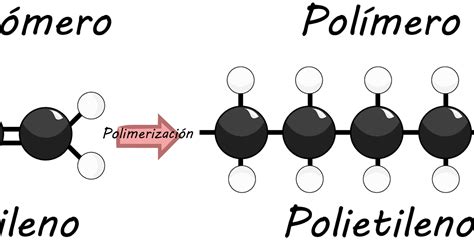
Los polímeros son macromoléculas que resultan de la unión repetida de unidades más pequeñas llamadas monómeros. Los monómeros son moléculas de bajo peso molecular que, cuando se someten al proceso de polimerización, generan una macromolécula polimérica. Este proceso se denomina polimerización y su grado se refiere al número de meros disponibles en una cadena de polímero.
Aunque existen numerosas aplicaciones en el mercado de compuestos, los polímeros no son una invención humana. De hecho, opciones naturales, como el cuero, la lana y la madera, están presentes en varios segmentos. La selección del polímero por sí sola afecta significativamente a las propiedades finales del producto.
Tipos de Polímeros
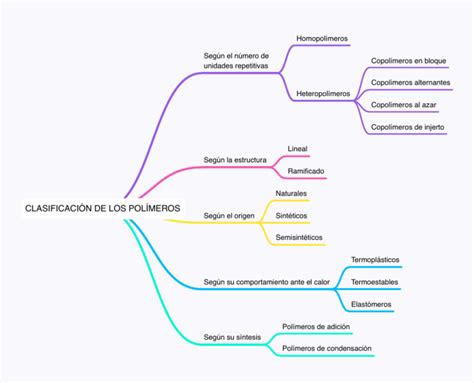
Existen variados tipos de polímeros, clasificados según su origen y comportamiento. Entre los principales se encuentran:
- Polímeros naturales: Son todos los que se encuentran en la naturaleza.
- Polímeros sintéticos (o artificiales): Se fabrican en el laboratorio y, en general, tienen ingredientes derivados del aceite.
Otros tipos de polímeros incluyen:
- Polímeros de adición: Este compuesto se obtiene mediante la sucesiva adición de monómeros.
- Polímeros de condensación: Formados por la reacción entre monómeros con liberación de una molécula pequeña (como agua).
- Polímeros de transposición: Son el resultado de la reacción entre los monómeros que experimentan transposición y sus estructuras químicas a lo largo de la polimerización.
- Polímeros biodegradables: Se degradan en biomasa, agua y dióxido de carbono, como resultado de la acción de enzimas u organismos vivos. Estos compuestos pueden ser sintéticos o naturales y su aplicación se realiza en la producción de bolsas, envases de alimentos, productos de consumo y opciones para la agricultura.
Clasificación por Comportamiento Térmico
Una característica que tienen en común muchos polímeros naturales y sintéticos es que se pueden clasificar como polímeros termoplásticos o termoendurecibles.
- Resinas termoplásticas: Consisten en moléculas de polímero largas, cada una de las cuales puede tener o no cadenas laterales o grupos. Las cadenas laterales o los grupos, si están presentes, no están enlazados a otras moléculas de polímero. Las resinas termoplásticas, normalmente obtenidas como un polímero granular, pueden por lo tanto fundirse o solidificarse repetidamente mediante calentamiento o enfriamiento. El calor ablanda o derrite el material para que se pueda formar; el enfriamiento subsiguiente endurece o solidifica el material en la forma dada. Por lo general, no se produce ningún cambio químico durante este proceso de conformación. Fácilmente maleables, se utilizan en la producción de fibras, films y embalajes.
- Resinas termoendurecibles: En estas resinas, los grupos reactivos de las moléculas forman enlaces cruzados entre las moléculas durante el proceso de fabricación. El material reticulado o "curado" no se puede ablandar por calentamiento. Los materiales termoendurecibles generalmente se suministran como un compuesto de moldeo parcialmente polimerizado o como una mezcla líquida de monómero-polímero. En esta condición sin curar, pueden moldearse con o sin presión y polimerizarse hasta el estado curado con productos químicos o calor. Su formato no se puede cambiar después del curado.
Con el progreso de la tecnología, la demarcación entre procesamiento termoplástico y termoestable se ha vuelto menos clara. Para los termoendurecibles se han desarrollado procesos que hacen uso de las características de procesamiento económicas de los termoplásticos. Por ejemplo, el revestimiento de alambre de polietileno reticulado se fabrica extruyendo el polietileno termoplástico, que luego se reticula (ya sea químicamente o por irradiación) para formar un material termoestable que no se puede volver a fundir por calentamiento.
Procesamiento y Transformación de Polímeros
La tecnología de la transformación o procesado de polímeros tiene como finalidad obtener objetos y piezas de formas predeterminadas y estables, cuyo comportamiento sea adecuado a las aplicaciones a las que están destinados. Una de las características más destacadas de los materiales plásticos es la gran facilidad y economía con la que pueden ser procesados a partir de unas materias primas convenientemente preparadas, a las que se les han añadido los pigmentos, cargas y aditivos necesarios para cada aplicación. En algunos casos pueden producirse artículos semi-acabados como planchas y barras y posteriormente obtener la forma deseada usando métodos convencionales, tales como mecanizado mediante máquinas herramientas y soldadura.
Sin embargo, en la mayoría de los casos el producto final, que puede ser bastante complejo en su forma, se obtiene en una sola operación, con muy poco desperdicio de material, como por ejemplo la fabricación de tubería por extrusión (proceso continuo) o la fabricación de teléfonos por moldeo por inyección (ciclo repetitivo de etapas). Los polímeros termoplásticos suelen trabajarse previamente fundidos o reblandecidos por efecto simultáneo de la aplicación de calor, presión y esfuerzos de cizalla.
Principales Métodos de Procesamiento
Para convertir los polímeros brutos en productos finales con la forma deseada, se utilizan distintos métodos de procesamiento. Esta transformación se suele realizar fuera de las instalaciones de producción de granulado de polímero. El procesamiento es, básicamente, un proceso de transformación física que se consigue con distintas tecnologías:
- Extrusión: Utilizado para tuberías, perfiles, láminas y aislamiento de cables.
- Moldeo por inyección: Para productos de formas distintas y, con frecuencia, muy complejas, como piezas de máquinas, enchufes eléctricos y utensilios médicos (jeringuillas). Aplicable a termoplásticos y termoestables.
- Moldeo por soplado: Para botellas, contenedores y películas.
- Calandrado: Para películas y láminas.
- Moldeo por rotación: Para grandes estructuras.
- Pultrusión: Para barras, tubos, etc.
- Película soplada y película colada: Para termoplásticos.
- Revestimiento: Para capas delgadas en distintos sustratos.
- Prensado: Para resinas.
- Hilado: Para fibras.
- Moldeo por transferencia: Para termoestables.
- Moldeo por compresión: Para termoestables.
- Vulcanización: Para cauchos.
- Mezclado: Técnica de aplicación general.
Durante estos procesamientos no se suelen producir reacciones químicas, excepto durante la vulcanización del caucho, la reticulación durante el proceso de determinados tipos de aislamiento de cables realizados con polietileno, y cuando se procesan ciertas resinas con polimerizaciones in situ.
Moldeo por Inyección
En el moldeo por inyección, el material plástico se funde con calor y energía de corte y se inyecta a presión en un molde para lograr la forma requerida. Con esta técnica se producen bloques de construcción, figuras, mordedores duros/flexibles y otros tipos de juguetes, así como contenedores, calzado y ruedas dentadas. La naturaleza del moldeo por inyección convencional significa que es imposible producir formas cerradas o con cortes excesivos. Se pueden moldear por inyección formas extremadamente complejas incorporando núcleos deslizantes en la herramienta, pero esto implicará costos más altos y tiempos de ciclo más largos. A menudo existe una compensación entre costos de herramientas más altos y costos de moldeo directos más altos.
El alcance del proceso de moldeo por inyección se ha ampliado en los últimos años mediante algunas elaboraciones muy ingeniosas:
- Moldeo multicolor: Ideado para la industria automotriz, específicamente para grupos de lentes de luz trasera en PMMA (polimetilmetacrilato). Se trata de un ensamblaje de molde rotatorio, en el que los diferentes colores se inyectan secuencialmente desde cilindros separados a medida que gira el molde.
- Moldeo de espuma estructural: Incorpora un agente de soplado químico en los gránulos de polvo de moldeo, lo que da como resultado una estructura de espuma rígida y ligera con una relación rigidez/peso muy alta. Las limitaciones del proceso son un acabado superficial deficiente y un tiempo de ciclo prolongado. La mejora de alta presión de este método proporciona una piel sólida con un buen acabado superficial.
- Sistemas de inyección de gas: La esencia de estos sistemas es que el gas se localiza, más o menos en la mitad de la sección de la moldura, y no se dispersa por todo el material. Se mantienen la alta relación de rigidez y el buen acabado de la superficie, con la potencial ventaja funcional de una cavidad central.
- Moldeo sándwich: Es una forma de combinar las mejores características de dos materiales inyectándolos secuencialmente a través del mismo bebedero, de modo que uno se convierta en la piel de la moldura y el otro en el núcleo. El material de la piel puede proporcionar una superficie de alto brillo o resistente a la abrasión, por ejemplo, mientras que el núcleo proporciona alta rigidez o bajo costo, quizás como polímero reciclado.
Extrusión
A diferencia del moldeo por inyección y la mayoría de las otras operaciones, la extrusión es un proceso continuo. Los gránulos termoplásticos se plastifican y funden en un barril calentado y se transportan hacia adelante por medio de un tornillo a través de una matriz perfilada para producir una sección continua. La función de la máquina de extrusión es fundir y mezclar la alimentación (pellets) y bombearla o empujarla hacia fuera a través de una boquilla o dado a velocidad uniforme.
Los productos de automoción son bien conocidos en este ámbito:
- Revestimiento de cables, normalmente en PVC.
- Monofilamentos, en aplicaciones establecidas como el relleno de nailon y nuevas como filamentos acrílicos de fibra óptica.
- Película, en usos básicos como película protectora de LDPE y aplicaciones sofisticadas como el PET orientado biaxialmente utilizado en pantallas de tablero de instrumentos.
- Tubería, como nailon 12 en líneas de combustible y aire presurizado.
- Perfiles perfilados, como por ejemplo banda de protección lateral de PVC.
En la extrusión el material plastificado fluye por una boquilla que lo conforma y el enfriamiento se efectúa a la salida de la misma, en contacto con el aire, agua o una superficie fría. El método es continuo y proporciona perfiles macizos o huecos de sección transversal constante, que se cortan en largos estandarizados.
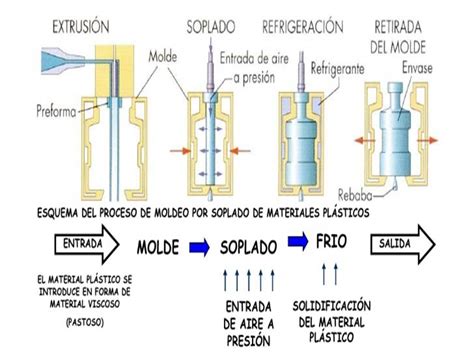
Moldeo por Soplado (Blow Moulding)
El moldeo por soplado es un proceso que utiliza presión de aire interna para forzar el polímero hacia afuera en un molde de concha, siendo una forma muy práctica de moldear piezas huecas. Las botellas para envasado son la aplicación principal; sin embargo, se fabrican piezas tan grandes como bidones de plástico y botes de basura. La mayoría de las muñecas, pelotas blandas y juguetes huecos están hechos con esta técnica.
Los dos tipos de moldeo por soplado son el moldeo por extrusión-soplado y el moldeo por inyección-soplado. El color se incorpora mediante los mismos procesos que en el moldeo por inyección. El concentrado de color líquido y granulado se convierte en resina virgen. Para el moldeo por inyección-soplado, el color se incorpora durante el moldeo de la preforma. En el moldeo por extrusión-soplado, el color se extruye en el polímero, formando la burbuja de polímero o parisón. Es necesario fundir polímeros muy viscosos para asegurar la estabilidad de la forma del "parisón" tubular entre su salida de la matriz y la etapa de soplado.
El moldeo por soplado ha madurado con la ayuda de la tecnología informática moderna. Ahora es posible soplar formas altamente asimétricas sin una variación inaceptable en el grosor de la pared mediante un control de parisón computarizado, y ubicar insertos de plástico o metal con precisión en la herramienta. El moldeo por soplado multicapa es ahora una realidad, que ofrece la posibilidad de combinar los beneficios de dos materiales diferentes.
Moldeo por Extrusión-Soplado
Este es simple y económico, y puede producir una variedad de formas, con un control bastante bueno sobre el espesor de la pared. El proceso es de varios pasos:
- Se extruye un tubo de polímero parcialmente fundido (parisón) hacia abajo en un área de molde.
- Las dos mitades del molde se cierran sobre el tubo de polímero, cortándolo del extrusor y capturando la burbuja de polímero en su interior.
- Se inserta un perno de soplado (un tubo hueco) y se sopla aire en el molde. El aire obliga al parisón a llenar la cavidad.
- El exceso o "flash" se corta del contenedor y se recicla cuando es posible.
Moldeo por Inyección y Soplado
Este es un proceso de dos pasos. El primer paso es moldear por inyección una preforma que se utilizará en lugar del parisón. A continuación, la preforma se coloca en el molde de soplado. La preforma puede ser blanda, procedente directamente del moldeo por inyección, o puede requerir precalentamiento, dependiendo del tipo de polímero.
Degradación Polimérica: Causas, Prevención y Detección
La degradación polimérica es un fenómeno que puede afectar la vida útil y la eficiencia de los materiales poliméricos. Es un proceso irreversible que resulta en un cambio en la estructura molecular y, por lo tanto, en las propiedades físicas y químicas de un polímero. El entendimiento de este proceso es crucial para manejar y prolongar la vida útil de los polímeros, que están ampliamente presentes en una multitud de industrias y aplicaciones.
Tipos de Degradación y Factores Influyentes
Degradación Térmica de los Polímeros
Un tipo común de degradación polimérica es la degradación térmica, que ocurre cuando los polímeros se exponen a altas temperaturas. Este proceso puede resultar en la descomposición de las cadenas poliméricas y la alteración de las propiedades físicas del material. La degradación térmica puede ser un problema particularmente serio en aplicaciones donde los polímeros deben resistir altas temperaturas, como en la industria automotriz y aeroespacial.
Agrietamiento por Estrés Ambiental (ESC)
El agrietamiento por estrés ambiental, también conocido por sus siglas en inglés como ESC (environmental stress cracking), es la susceptibilidad de un artículo termoplástico a agrietarse o formar fisuras bajo la influencia de ciertos químicos, el envejecimiento, el clima u otro tipo de estrés. En otras palabras, es el resultado de la acción de un agente químico externo sobre una pieza de plástico que contiene tensiones internas.
La velocidad del ESC depende de muchos factores, incluida la composición química del polímero, sus uniones, la cristalinidad, la rugosidad superficial, el peso molecular y el estrés residual. Si una sustancia particular actuará como un agente de agrietamiento para un polímero en particular depende principalmente de sus respectivas naturalezas químicas. Los efectos de agrietamiento por tensión ambiental son generalmente más frecuentes en los polímeros amorfos. Los polímeros semi-cristalinos también pueden verse afectados a través de sus regiones amorfas en particular. En general, los efectos de agrietamiento por tensión ambiental son más severos a temperaturas más altas.
Hay varias opiniones sobre cómo ciertos reactivos actúan sobre polímeros bajo estrés. Las teorías sobre el mecanismo de ESC a menudo giran en torno a las interacciones líquidas con las regiones amorfas de los polímeros. Una de tales teorías es que el líquido puede difundirse en el polímero, causando hinchamiento que aumenta la movilidad de la cadena del polímero, reduciendo las tensiones y deformaciones inferiores. Los efectos de ESC se reducen cuando la velocidad de crecimiento de grietas es alta.
Protección y Prevención de la Degradación
La protección de los polímeros contra la degradación es una tarea primordial en la ciencia de los materiales. Se logra principalmente a través de dos métodos: el uso de polímeros estables al calor y la luz, y la incorporación de aditivos que neutralizan los agentes de degradación. Sin embargo, a pesar de estas medidas preventivas, la degradación aún puede ocurrir debido a factores incontrolables, como las fluctuaciones en las condiciones ambientales y el paso del tiempo.
Una estrategia clave para evitar la degradación de un polímero es el manejo cuidadoso de las condiciones de almacenamiento y uso del material. Esto incluye limitar la exposición del polímero a la luz solar directa, mantener las temperaturas dentro de un rango seguro y evitar el contacto con sustancias químicas corrosivas. Además, se pueden emplear diversas tecnologías de estabilización, incluyendo la adición de antioxidantes, absorbentes de UV y estabilizadores térmicos.
Detección de la Degradación Polimérica
Es crucial detectar la degradación de los polímeros lo más pronto posible para evitar daños irreparables. Para ello, existen métodos de prueba estándar. Por ejemplo, en la industria de los polímeros se utiliza la plantilla de Bergen, que somete a la muestra a tensión variable durante una sola prueba, indicando la tensión crítica al agrietamiento. Otra prueba ampliamente utilizada es la prueba del teléfono de Bell, donde tiras dobladas están expuestas a fluidos de interés bajo condiciones controladas. Varios métodos de prueba estándar de ASTM incluyen requisitos para el agrietamiento por tensión ambiental.
Empresas como Optical Sorting ofrecen soluciones para el manejo y la detección de la degradación polimérica. Sus sistemas optoelectrónicos de alta resolución permiten el escaneo en tiempo real y la clasificación precisa de los polímeros. Si se detecta cualquier signo de degradación, los polímeros afectados se separan para evitar la contaminación del lote. Optical Sorting no solo separa estos polímeros, sino que también brinda asesoramiento experto sobre cómo manejar y almacenar adecuadamente los polímeros para minimizar futuras degradaciones, pudiendo realizar esta separación y clasificación tanto en sus instalaciones como en las del cliente.
Complicaciones de los Biopolímeros como Rellenos Estéticos
En el ámbito de la medicina estética, los biopolímeros son un grupo de sustancias que pueden ser utilizadas como relleno para aumentar el volumen de una zona o rellenar arrugas. La necesidad de combatir los signos del paso del tiempo, rellenar arrugas y otros defectos de volumen no son algo novedoso. A pesar de la gravedad de las complicaciones, la popularidad de las inyecciones de parafina y vaselina permaneció intacta durante el primer cuarto del siglo pasado y posteriormente fue sustituido por las siliconas.
Sin embargo, el uso de estos materiales puede llevar a una serie de problemas de salud graves, conocida como la enfermedad por biopolímeros. El término lo acuñó el Dr. Coiffman, quien en 2008 publicó el estudio más extenso que se tiene sobre esta enfermedad. Entre las conclusiones de su estudio destaca el número de pacientes afectados, que según cálculos muy conservadores estima en más de un millón de personas.
Mecanismos y Manifestaciones de las Reacciones Adversas
Afortunadamente, las reacciones adversas no se presentan en todos los pacientes. La mayoría de estas alteraciones aparecen porque las sustancias inyectadas con el tiempo se van superficializando como reacción de defensa del organismo que trata de expulsarlas. Esta respuesta del cuerpo puede generar diversas complicaciones:
- La piel se adelgaza, se esclerosa y puede ulcerarse.
- En los raros casos en que la piel se fistuliza, la sustancia sale con un aspecto de crema dental.
- En otros casos, el biopolímero es encapsulado por el propio organismo formando un granuloma como reacción al cuerpo extraño.
Tratamiento y Estado Legal
La extracción de biopolímeros es muy difícil o imposible si la zona inyectada es muy extensa. Solo las masas muy localizadas y enquistadas son candidatas a cirugía, ya que incluso así puede quedar una depresión en la zona afectada. El tratamiento debe ser sintomático en los períodos de exacerbación para aliviar las molestias y acortar el periodo con síntomas que suele durar entre una y dos semanas. El uso de analgésicos, antihistamínicos no corticoideos y antiinflamatorios no esteroideos es de utilidad. Por el contrario, el uso de antibióticos debe estar limitado a sobreinfecciones, ya que no modifican la evolución y pueden generar resistencias.
Actualmente, todos los materiales de relleno permanentes a base de biopolímeros están prohibidos debido a las importantes secuelas que producen. Su uso es ilegal y el riesgo de estas sustancias es muy alto al no tener ningún control sanitario. Es importante que se realicen campañas oficiales de prevención contra estas sustancias para evitar que más personas sufran las consecuencias de estos peligrosos productos.

tags: #incapacidad #de #formar #polimeros